

冲压加工用模具中最重要的是凸模和凹模。其次是卸料板。模具的结构当然以这三要素为中心而构成。
【图1】是对这三种要素的整理汇总。
【图1】的内容是根据以下两个条件进行分类。分别说明各结构。
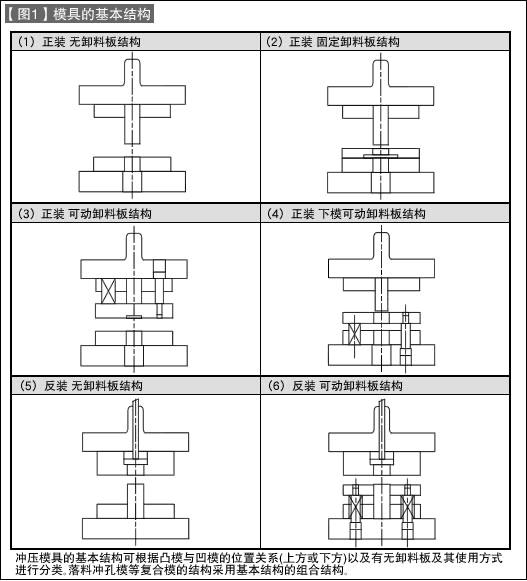
1.凸模与凹模的位置
凸模在上、凹模在下(正装);凸模在下、凹模在上(反装)
2.有无卸料板及其位置
处于凸模侧还是凹模侧、是可动式还是固定式
(1)正装无卸料板结构
用于不需要压边、不用担心材料会嵌入凸模的加工所使用。意外的是被用于多种用途。例如V形弯曲模、不需要防皱压板的拉深冲裁模等。
(2)正装固定卸料板结构
卸料板位于凹模侧、固定于凹模的结构。代表性的用途是落料模。不需要压边且材料嵌入凸模时使用。也经常用于弯曲或拉深的级进模。
虽然结构简单、使用方便,但材料会被卸料板遮挡而无法观察到加工部位,因此需要切除卸料板的多余部分以方便观察加工部位。
(3)正装可动卸料板结构
通常称可动卸料板结构,是大家熟知的结构形式。卸料板位于凸模侧,采用可动形式。这种结构在当需要压边且材料会嵌入凸模时使用。多用于冲孔模或级进模。
有时也用于精密加工用模具。精密加工用模具中利用卸料板导柱(销)对卸料板进行导向、限制卸料板的动作。然后利用卸料板对凸模前端进行导向,提高凸模和凹模的配合。
(4)正装下模可动卸料板结构
卸料板位于凹模侧、采用可动形式的结构。当弯曲加工等不需要压边,但希望取出附着于凸模的制件时,经常使用这种结构。因为采用可动卸料板可以在模具内部制作出将材料插入的空间。也用于拉深的级进加工。
(5)反装无卸料板结构
凸模在下、凹模在上的结构。反装结构必须在凹模内设置顶出装置。顶出装置是将已进入凹模内的制件从凹模内排出为目的的部件。没有卸料板的这种结构经常用于拉深制件的修边模等。
(6)反装可动卸料板结构
在下方的凸模侧安装可动式卸料板的结构形式。用于需要进行压边的加工。此外,由于材料滑过卸料板的上表面,所以有时候也将该面用作材料导向。由于顶出装置也可用作压边装置,所以经常用于需要平面度的加工、也作为拉深加工用模具使用。
即使是相同的加工,改变模具结构会使质量发生变化。例如需要压边但没有进行压边的时候等。相反,如果不需要压边却对材料进行了压紧,就会导致模具成本增加,因此需要多加注意。
结构应根据加工所需的功能进行设计。









还没有评论,来说两句吧...