

在进行多工位级进拉深成形时,不像单工序拉深那样以散件形式单个送进坯料,它是通过带料以载体、搭边和坯件连在一起组件形式连续送进,级进拉深成形。如图所示。 但由于级进拉深时不能进行中间退火,故要求材料应具有较高的塑性。又由于级进拉深过程中工件间的相互制约,因此,每一工位拉深的变形程度不能太大。由于零件间留有较多的工艺废料,材料的利用率有所降低。 要保证级进拉深工位的布置满足成形的要求,应根据制件的尺寸及拉深所需要的次数等工艺参数,用简易临时模具试拉深,根据试拉深的工艺情况和成形过程的稳定性,来进行工位数量和工艺参数的修正,插入中间工位或增加空工位等,反复试制到加工稳定为止。在结构设计上,还可根据成形过程的要求,工位的数量,模具的制造组成单元式模具。级进拉深按材料变形区与条料分离情况,可分为无工艺切口和有工艺切口两种工艺方法。
无切口的级进拉深,即是在整体带料上拉深。由于相邻两个拉深工序件之间相互约束,材料在纵向流动较困难,变形程度大时就容易拉裂。所以每道工序的变形程度不可能大,因而工位数较多。这种方法的优点是节省材料。由于材料纵向流动比较困难 ,它只适用于拉深有较大的相对厚度[(t/D)×100>1],凸缘相对直径较小(dt /d=1.1~1.5)和相对高度h/d较低的拉深件。
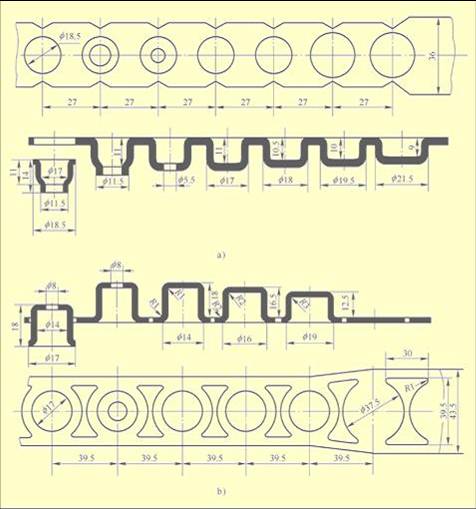
有切口的级进拉深是在零件的相邻处切开一切口或切缝(图6.2.9b)。相邻两工序件相互影响和约束较小,此时的拉深与单个毛坯的拉深相似。因此,每道工序的拉深系数可小些,即拉深次数可以少些,且模具较简单。但毛坯材料消耗较多。这种拉深一般用于拉深较困难,即零件的相对厚度较小,凸缘相对直径较大和相对高度较大的拉深件。





还没有评论,来说两句吧...