

条料的定位精度直接影响到工件的加工精度,特别是对工位数比较多的排样,应特别注意条料的定位精度。排样时,一般应在第一工位冲导正工艺孔,紧接着第二工位设置导正销导正,以该导正销矫正自动送料的步距误差。在模具加工设备精度一定的条件下,可通过设计不同型式的载体和不同数量的导正销,达到条料所要求的定位精度。条料定位精度可按下列经验公式计算: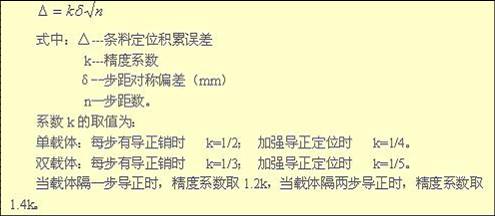
条料的定位精度是确定凹模、固定板和卸料板等零件型孔位置精度的依据。为了减少多工位级进模各工位之间步距的积累误差,在标注凹模、固定板和卸料板等零件与步距有关的孔位尺寸时,均以第一工位为尺寸基准向后标注,不论距离多大,均以对称偏差标注型孔位置公差,以保证孔位制造精度。





还没有评论,来说两句吧...