

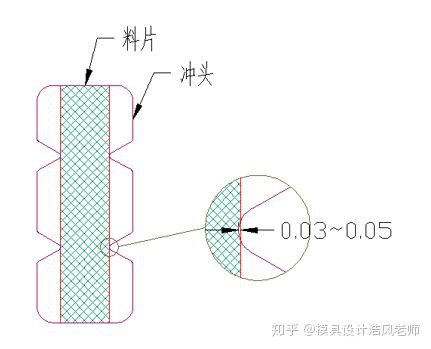
1.冲头上加卡槽防止跳废料
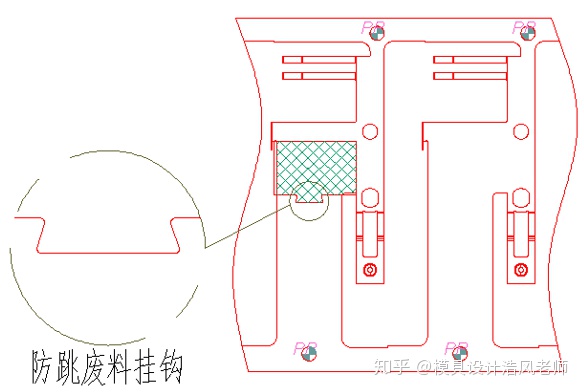
2.规则废料上加挂钩可有效的防止跳废料
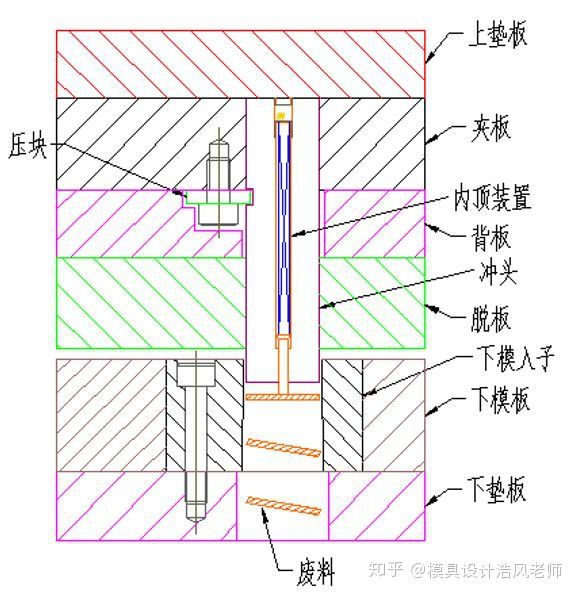
02冲头做内脱料销防跳废料
(FLX优先选用)
使用时要注意顶料销的顶出高度,保证在开模状态下顶料销的高度不能露出脱料板,反之易将材料顶变形,影响产品质量.
03加内吹防跳废料
设计时需注意在做小吹气孔时保证冲头的强度.
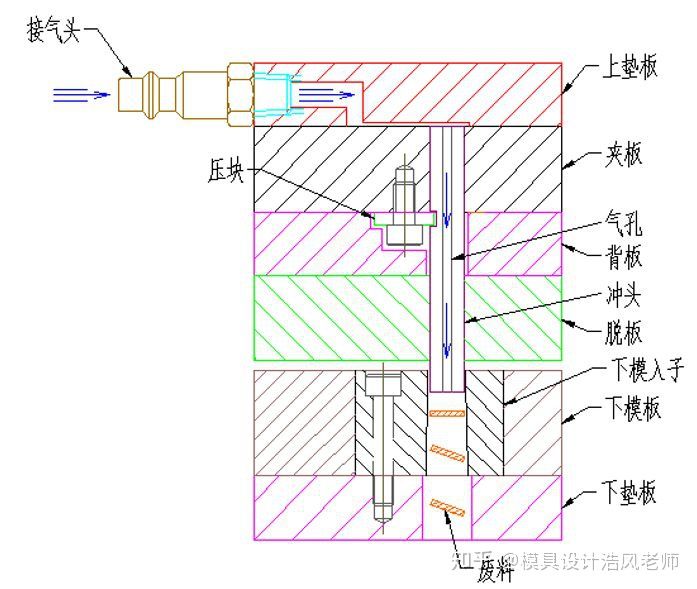
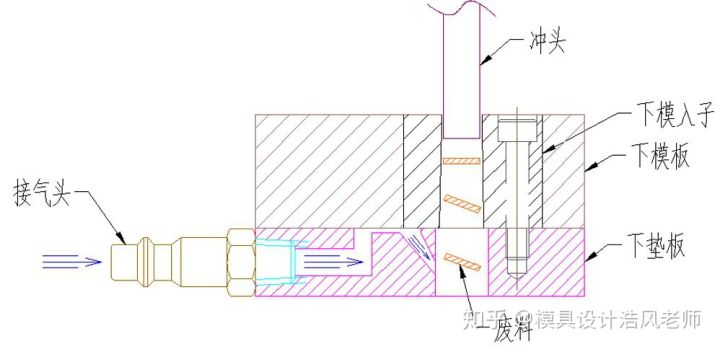
04下垫板做气孔抽废料
下垫板做气管,工作时使刀口内形面真空,使废料在空气的流动中被带出而达到防止废跳料的目的.
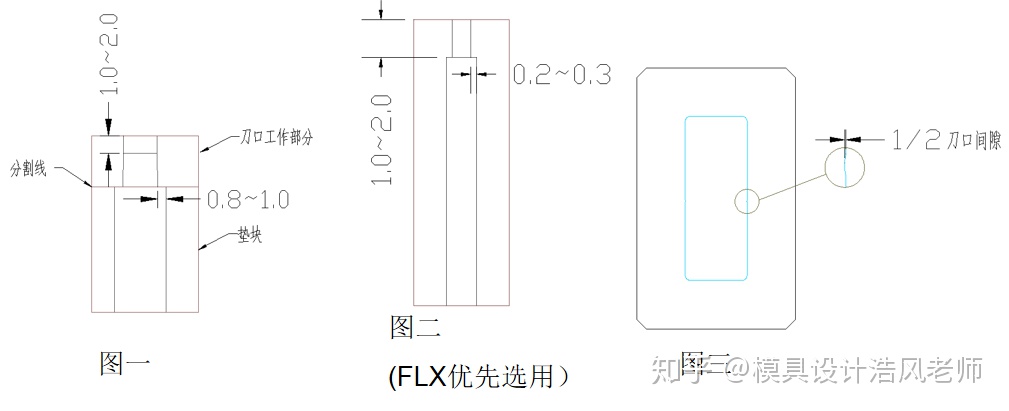
05处理下模刀口防跳废料
1.刀口入子分上下两层,刀口直身位做短,下垫块做逃孔.(图一)
2.小圆孔下模入子做逃孔,单边+0.2~0.3. (图二)
3.刀口间隙局部做小一半,此方法一般用在刀口间隙大于0.01时选用,对加工要求很高.(图三)









还没有评论,来说两句吧...