

双筒制件级进拉伸模
1.双筒制件拉深时的金属流动规律
(1) 用平板毛坏拉深 在拉深普通的单圆筒制件时,圆筒侧壁是依靠周围相应凸缘的金属不断流入侧壁而成形的,侧壁的变形条件在圆周上各处都一样,所以变形比较均匀。但是,对于如图6.3.9(a)所示的双筒拉深件,情况就不同了,中间相邻的两个侧壁成形时都从两个圆筒之间相毗连的凸缘得到材料,这就导致了变形的复杂性。当圆筒的高度h与直径d的比值稍大时,两个相邻侧壁就被拉破。
为了掌握双筒拉深件金属流动规律,对此做了拉深网格试验研究。图6.3.9(b)所示是通过毛坯尺寸计算并修正后得到的双筒拉深件平板毛坯,图6.3.9(c)所示是刻有网格的毛坯在拉深后的变形情况。将图6.3.9(b)和6.3.9(c)加以比较可以看出,双筒拉深件的外形尺寸各处均小于毛坯。由图(c)可明显看到,毗连凸缘处的材料在拉深过程中向相邻侧壁流动。此外,两个圆筒底部的材料也向相邻侧壁流动。毛坏上相距15mm的圆筒中心点,在拉深后有了位移,这两点之间的距离缩短为13.8mm,即各自向内侧移动了0.6mm,这表明圆筒底部的材料可以沿着凸模端面流动而进入相邻侧壁。在X轴线上,毛坯尺寸原为33.6mm,拉深后变为28.8mm,收缩了4.8mm。在X轴线附近范围内尺寸的缩小,主要是因为材料流入了两个圆筒在X轴线附近的外侧壁,其次是补充流入了相邻内侧壁。在Y轴线上,毛坯尺寸原为32.5mm,拉深后缩短成28.3mm,收缩了4.2mm。在Y轴线附近范围内尺寸的缩小,是补充毗连凸缘被拉入相邻侧壁的结果。由图6.3.9(c)还可以看出,中间毗连凸缘处的网格,由原来的正方形变为长方形,X轴方向比原来变大,而Y轴方向变小。这是因为该处材料被拉入两边相邻侧壁,在X轴方向受到很大拉应力,而在Y轴方向,因其它部位凸缘材料被拉入Y轴方向圆筒的侧壁,致使Y方向各处尺寸都要缩小,Y轴线附近的材料沿Y轴方向受到挤压应力,也促使了X轴方向的伸长。图6.3.9(d)所示是双筒制件在拉深时的金属流动规律。图中箭头表示材料流动方向,相邻侧壁是由毗连凸缘和圆筒底部的材料流入而成形的,同时毗连凸缘Y轴方向的材料也向毗连凸缘流动,补充该处流入相邻侧壁的材料。
(2)用储料毛坯拉深 为了改变双筒拉深件的金属流动困难,可先将材料预储在毗邻侧壁凸缘内,拉深时由这部分材料流入相邻侧壁,可以获得满意的结果。方法是在毗邻侧壁的凸缘中间压一个筋,其毛坯形状如图6.3.9(e)所示。拉深时金属流动情况如图6.3.9(f)所示,X轴线附近的筋被拉平,而远离X轴线部分的筋逐渐被拉少。 此主题相关图片如下: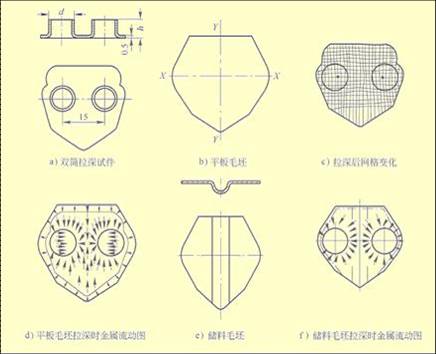
2.双筒焊片级进拉深模
双筒焊片的制件简图和工序排样如图6.3.10所示。制件材料为 H62黄铜,该制件级进拉深的实现,主要是采用了储料毛坯的双筒制件拉深方法。首次拉深时将条料的储料筋拉平,以后各工序均与单个圆制件拉深工序相同。储料筋的尺寸,先按制作侧壁与储料筋储料面积相等计算,试模后确定。双筒焊片模具结构如图6.3.11所示。模具特点是凹模做成嵌块式,各拉深工序凹模嵌块的肩角R均不相同,但在拉深过程中又很重要,为了保证加工精度和试模过程中便于修正,以及互换要求,采用嵌块凹模结构是合理的。
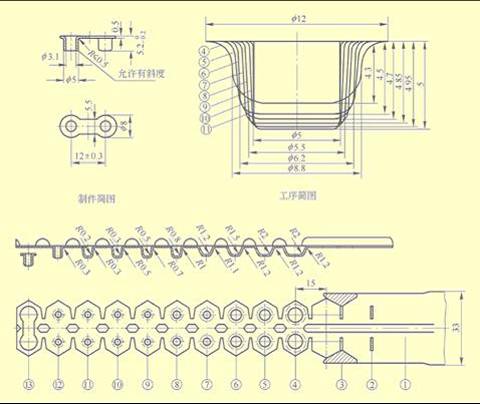
1压筋;2冲槽孔;3切边;4首次拉深;5~10第n次拉深;11整形;12冲底孔;13落料;
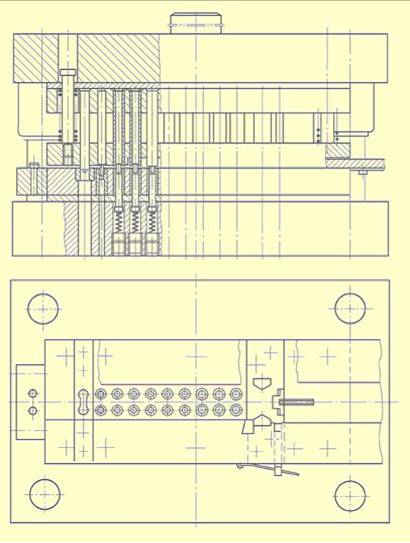
由6.3可见,多工位级进模工位多、细小零件和镶块多、机构多,动作复杂,精度高,其零部件的设计,除应满足一般冲压模具零部件的设计要求外,还应根据多工位级进模的冲压成形特点和成形要求、分离工序和成形工序差别、模具主要零部件制造和装配要求来考虑其结构形状和尺寸,认真进行系统协调和设计。





还没有评论,来说两句吧...